Case Study
Choke valves upgrade at gas platform

IMI
March 1, 2023
IMI
March 1, 2023One of the world’s premier integrated liquefied natural gas (LNG) producers in the region with a large number of IMI CCI choke valves installed on their LNG plants has experienced a decrease in reservoir pressure in one of their gas fields. To maintain production, they needed to upgrade the choke valves to meet required capacity and so the company issued a public tender to replace a significant number of the valves. A variety of major choke valve manufacturers participated in the bid process which meant that competition would be tough.
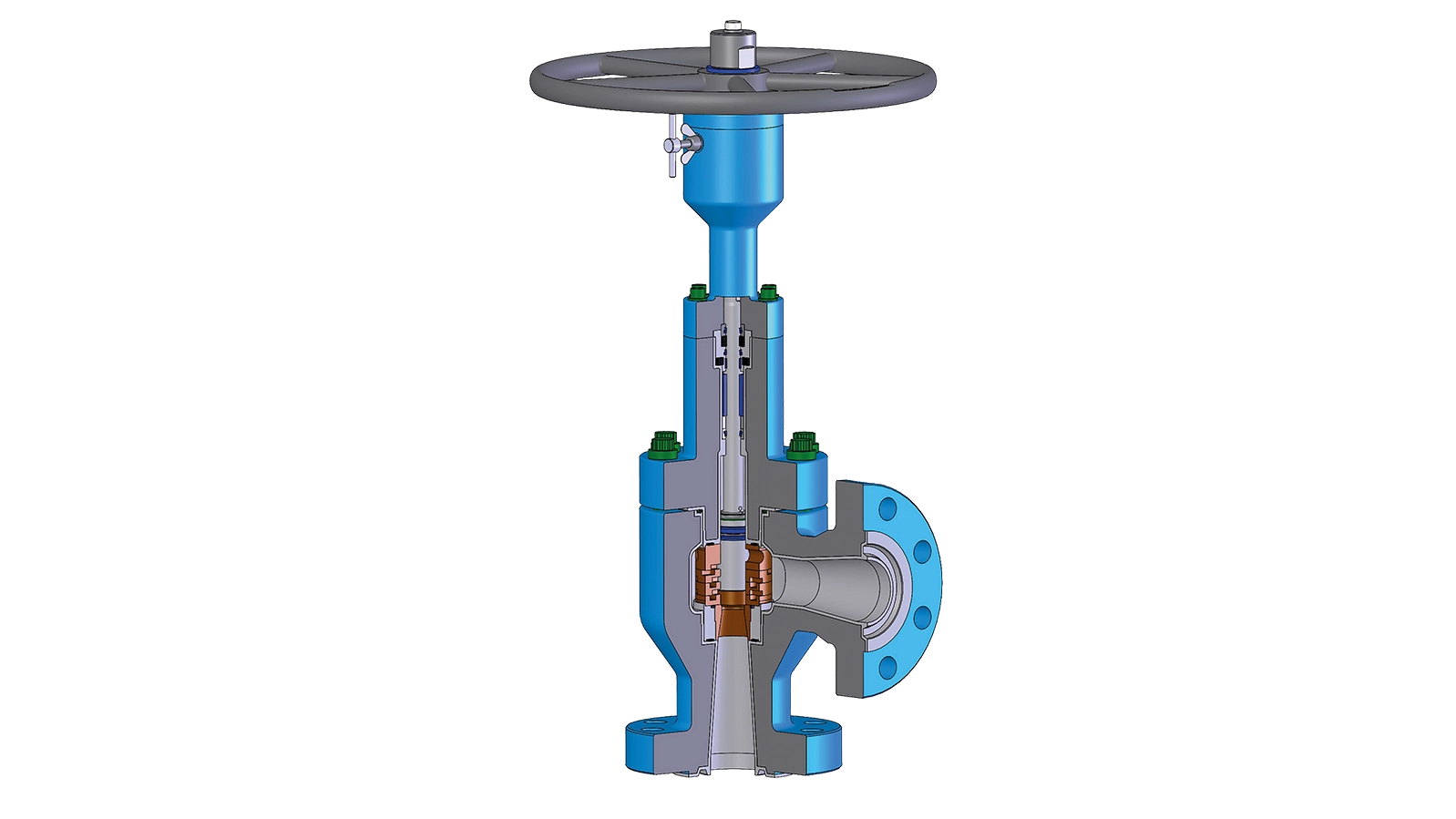
100DPC Choke Valve
The team developed a customised higher capacity choke valve that would meet the flow capacity requirements and match the existing valve dimensions.
Due to the competitive nature of the bid process, the IMI CCI Vienna team applied knowledge from choke tear down workshops to modify the 100DPC design. Changes to the 100DPC design include a press fit tungsten carbide plug, reducing the quantity of tungsten carbide used and qualifying the local supply chain for the new design.
Applying the learnings from the choke teardown workshop to provide a competitive product along with strong customer relationships helped ensure an ultimately successful project.